
Spending 12 hours reading a 500-page Rockwell manual won’t guarantee your PowerFlex drive meets AS/NZS 3000 standards on the first power-up. You already know that local authorised distribution markups often add 40% to your project overhead without providing the technical clarity you need on the factory floor. It’s a common frustration for Australian engineers who need to get hardware running fast while keeping procurement costs low. This powerflex drive setup guide cuts through the fluff to deliver a technical commissioning workflow designed specifically for the Australian electrical environment.
You’ll learn how to execute precise motor tuning and parameter configuration to eliminate unnecessary downtime. We’ll also show you why sourcing through Instrodirect.com.au is the smartest move for your project budget. Because we’re not locked into one brand, we provide unbiased access to Rockwell, Siemens, and Schneider parts at significantly better prices. This article breaks down the essential commissioning steps and explains how our parallel importing model delivers genuine Allen-Bradley gear without the traditional distributor tax.
Key Takeaways
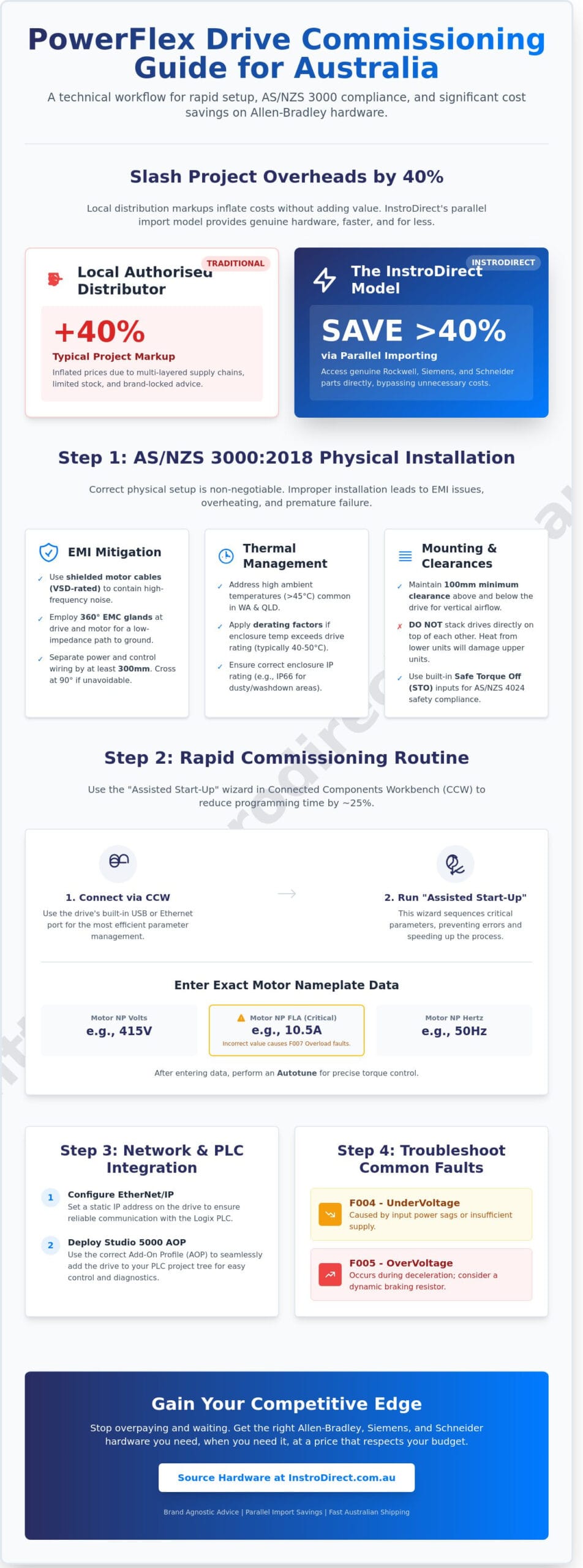
- Master mandatory AS/NZS 3000:2018 compliance for industrial VSD installations, ensuring correct shielded cable usage to eliminate EMI in Australian plants.
- Follow this powerflex drive setup guide to execute rapid commissioning using the HIM “Assisted Start-Up” routine or Connected Components Workbench (CCW) software.
- Streamline Logix-based PLC integration by configuring EtherNet/IP addresses and deploying Studio 5000 Add-On Profiles (AOP) for seamless drive control.
- Identify and resolve critical fault codes like F004 UnderVoltage and F005 OverVoltage while implementing strategies to mitigate harmonic distortion on local grids.
- Slash project overheads by sourcing hardware through Instrodirect.com.au, leveraging parallel import savings and a brand-agnostic approach to industrial automation.
Physical Installation and AS/NZS Compliance
Adherence to AS/NZS 3000:2018 wiring rules is mandatory for every industrial VSD installation in Australia. This powerflex drive setup guide starts with the physical layer because poor installation leads to premature hardware failure. Engineers must use shielded motor cables to mitigate Electromagnetic Interference (EMI) within the plant. High-frequency switching noise from a variable-frequency drive (VFD) can easily disrupt nearby instrumentation and control networks if cabling isn’t handled correctly. Use 360-degree EMC glands at both the drive and motor cable entries to ensure a low-impedance path for noise. This technique is vital for preventing common-mode noise issues that cause motor bearing fluting and encoder errors.
Thermal management is a significant challenge for sites in Western Australia and Queensland. Ambient temperatures in these regions often exceed 45°C during summer months. Most PowerFlex units are rated for 40°C or 50°C operation, but you must apply derating factors if your enclosure temperature climbs higher. InstroDirect offers technical solutions that go beyond the standard catalog. We aren’t locked into one brand. This means we provide unbiased recommendations based on your specific site conditions. If a specific drive frame won’t survive your heat profile, we’ll tell you. You can find amazing deals on the hardware you need at InstroDirect PowerFlex Drives, where we act as your primary sales arm for technical automation parts.
Mounting and Clearance Specifications
Maintain strict clearance distances to ensure vertical airflow. Most PowerFlex frames require at least 100mm of space above and below the unit. Don’t stack drives directly on top of each other. This prevents the heat from the bottom unit from cooking the one above it. Use IP66 or 4X rated enclosures for washdown areas or dusty mining environments in the Pilbara. For clean control rooms, IP20 is standard. Always align your enclosure design with Rockwell Automation in Australia standards to ensure long-term reliability and ease of maintenance.
Power and Control Wiring
Separation protocols are critical for signal integrity. Keep input power cables and motor output cables in separate conduits. Maintain a minimum gap of 300mm when running these parallel to control or communication lines. If they must intersect, cross them at a 90-degree angle. Terminate the Protective Earth (PE) and ground lugs to a single point to eliminate ground loops. For safety compliance, integrate emergency stop circuits per AS/NZS 4024. Use the built-in Safe Torque Off (STO) inputs found on the PowerFlex 525 and 750 series to simplify your safety architecture. If you can’t find the specific part you need, ring us directly. We help Australian engineers save over 40% from manufacture RRP through smart sourcing and parallel importing.
PowerFlex Drive Programming: The Start-Up Routine
Commissioning begins by establishing a connection via the Human Interface Module (HIM) or the Connected Components Workbench (CCW) software. For most Australian industrial applications, using CCW via the drive’s built-in USB or Ethernet port is the most efficient method for bulk parameter management. To execute a rapid powerflex drive setup guide procedure, engineers should navigate directly to the “Assisted Start-Up” menu. This wizard-driven interface sequences the most critical parameters, reducing commissioning time by approximately 25% compared to manual scrolling. If you’re facing a critical breakdown and need to replace hardware fast, sourcing Allen-Bradley PowerFlex drives through InstroDirect allows you to bypass traditional distribution delays. We leverage parallel importing to offer lower pricing and immediate stock availability, helping you save over 40% from manufacturer RRP on select units.
Critical Motor Parameters
Accurate torque control depends entirely on the link between the motor nameplate and the drive’s internal model. You must enter the Motor NP Volts, NP FLA, and NP Hertz exactly as they appear on the physical nameplate. Entering an incorrect FLA value won’t just reduce performance; it’ll likely trigger nuisance F007 Overload faults during peak demand. Configure the motor poles and base speed to allow the VFD to calculate the correct synchronous speed for the application. Once data is entered, perform an Autotune:
- Static Tune: Use this when the motor is connected to the load. It identifies stator resistance and voltage drop across the cables.
- Rotational Tune: This provides superior flux current data but requires the motor to be decoupled from the gearbox or load. It’s essential for high-torque applications at low frequencies.
InstroDirect isn’t locked into one brand. While we supply Rockwell hardware, our technical team understands that different projects require different solutions. We provide unbiased recommendations to ensure your motor and drive pairing is optimized for the specific Australian environment.
Control Source Configuration
Defining the Start/Stop source is the next priority. In the basic program group, you’ll choose between the local HIM, terminal block I/O, or network control via EtherNet/IP. For the Speed Reference, digital inputs or network references are preferred in modern plants to eliminate the signal noise often found in 0-10V analog loops. Optimise your Acceleration and Deceleration ramp times based on the specific load inertia. While a 10-second ramp is standard for general purpose pumps, high-inertia centrifugal fans might require 45-60 seconds to prevent DC Bus overvoltage during deceleration. If you’re struggling to find a specific part for your control cabinet, contact us directly for expert sourcing assistance.
Network Integration and PLC Communication
Effective network integration is the most technical phase of a powerflex drive setup guide. Most Australian industrial sites rely on EtherNet/IP for high speed deterministic communication between the drive and the controller. InstroDirect provides the necessary hardware, including Allen Bradley PowerFlex drives, at prices often 40% lower than traditional local distributors. Because InstroDirect isn’t locked into a single brand agreement, engineers get unbiased access to the best communication modules for their specific architecture. This independence allows us to focus on the technical requirements of your project rather than meeting manufacturer quotas.
EtherNet/IP Setup
Assigning a static IP address is the first priority. You can perform this via the Human Interface Module (HIM) or the BOOTP/DHCP tool. For a 20-750-ENETR dual port module, setting the rotary switches to 999 enables software control. Engineers must configure a unique IP within the plant’s subnet, typically 192.168.1.xx or 10.0.0.xx. Set the subnet mask to 255.255.255.0 and ensure the gateway address matches your core switch to allow remote diagnostic access. Communication timeouts often occur if the Requested Packet Interval (RPI) is set below 2ms on congested 100Mbps networks. Using 10ms to 20ms RPI provides stable performance for most pumping and fan applications in Australia. If you’re experiencing collisions, verify that your switch ports are locked to 100Mbps Full Duplex rather than Auto-Negotiate.
Logix Integration
Integration into Studio 5000 requires the correct Add-On Profile (AOP). This software bridge automatically generates the controller tags needed for drive control. You don’t need to manually map memory addresses when the AOP is correctly matched to the drive firmware version, such as v11 or v14. For a deeper look at how these controllers function within a wider network, see this guide on what is a PLC. When sourcing Allen Bradley ControlLogix components from InstroDirect, you’re bypassing the standard markup while gaining technical flexibility.
Data link configurations allow for real-time monitoring of up to 16 parameters without custom messaging logic. Map these 32-bit words to track specific metrics:
- Output Current: Monitor for mechanical wear or blockage detection.
- DC Bus Voltage: Essential for diagnosing regenerative power issues.
- Elapsed Run Time: Automate maintenance schedules directly in the PLC logic.
- Drive Status: Map the ‘Faulted’ bit to a global alarm tag for immediate HMI notification.
This technical approach ensures your powerflex drive setup guide results in a robust, communicative system. InstroDirect acts as the primary sales arm for engineers who need technical parts fast without the manufacturer’s premium. If you can’t find the specific communication card you need, contact us directly and we will source it through our global network.
Troubleshooting and Performance Optimisation
Reliable operation depends on more than just the initial powerflex drive setup guide steps. Engineers frequently encounter F004 UnderVoltage and F005 OverVoltage faults during commissioning. F004 usually signals a supply dip below 85% of nominal voltage, which is common in remote Australian industrial sites. F005 often occurs during aggressive deceleration when the motor acts as a generator. Monitor DC bus voltage levels using the drive display. If bus voltage exceeds 810V DC on a 480V unit, the drive trips. You can mitigate this by extending deceleration times or installing dynamic braking resistors.
Common Fault Resolution
Before deep diving into complex parameters, perform a Megger test on the motor. Disconnect the motor from the drive terminals first to avoid damaging the IGBTs. Insulation resistance should exceed 5 Megohms at 1000V DC. If troubleshooting stalls, reset the drive to factory defaults using Parameter P053. This provides a clean slate for recalibration. InstroDirect stocks replacement units across multiple brands; we aren’t locked into one manufacturer. This means you get the best hardware for your specific application without brand bias.
Optimising Energy Consumption
Centrifugal fans and pumps offer the highest potential for savings. Enable Energy Saver modes to reduce motor voltage during periods of low demand. Adjust the PWM frequency to balance performance. A standard 4kHz setting works for most Australian industrial sites. Increasing this reduces audible noise but generates extra heat, requiring drive derating. Implement sleep and wake functions to stop the motor when process demand falls below a set threshold, such as 20Hz. Use the VSD ROI Calculator to quantify these efficiency gains for your facility.
Harmonic distortion is a critical concern for sensitive Australian electrical grids. Total Harmonic Distortion (THD) should remain under 5% to comply with local utility requirements. Install 3% or 5% line reactors to protect the DC bus capacitors from transients. Preventative maintenance is non-negotiable for long-term reliability. Cooling fans typically require replacement every 5 years. DC bus capacitors should be inspected for bulging or leaking every 24 months to prevent catastrophic failure. InstroDirect provides technical parts at lower pricing because we leverage parallel importing to bypass traditional distribution markups.
Strategic Sourcing: The InstroDirect Advantage
Successful commissioning requires more than just technical knowledge; it requires a reliable supply chain that delivers hardware on time and under budget. InstroDirect is the primary destination for Australian automation professionals who need high-end components without the standard distribution markups. We operate as an independent parallel importer. This model allows us to bypass traditional channels and pass direct savings to your project. While this powerflex drive setup guide focuses on technical execution, sourcing the right hardware is the first step in any successful deployment.
Parallel Importing and Price Efficiency
Engineers often face tight margins and rigid procurement rules. InstroDirect solves this by offering savings of over 40% from manufacturer RRP. We don’t sell refurbished or used parts. Every item we ship is genuine, new-in-box hardware. Our warehouse is located in Narangba, QLD, which ensures fast shipping to all Australian regions, including remote mining sites and metropolitan manufacturing hubs. By maintaining a massive local inventory of Allen Bradley PowerFlex drives, we reduce the lead times that often stall critical infrastructure projects. You get the same technical reliability as an authorized dealer but at a price point that makes your ROI calculations far more attractive.
Expert Technical Support
We aren’t just a parts warehouse. We are a technical partner for automation engineers. A key benefit of our model is that we are not locked into one brand. This independence allows us to provide unbiased technical support tailored to your specific application. If a PowerFlex drive isn’t the right fit for your torque requirements or environmental conditions, we can source Siemens or Schneider Electric alternatives without a brand-biased agenda. Our team understands the technical nuances of Rockwell, Siemens, and Schneider ecosystems. We assist engineers in finding hard-to-locate legacy components that official distributors have often phased out or marked up significantly.
Direct phone support is available for hardware selection and sourcing. If you’re struggling with a specific configuration or need to verify compatibility for a complex system, we provide fast, transactional answers. Don’t let supply chain bottlenecks delay your commissioning schedule. If you need immediate assistance with sourcing or technical specifications, contact us directly. Our goal is to provide the hardware you need at the best prices in Australia, ensuring your powerflex drive setup guide translates into a fully operational, efficient motor control system. Shop now at our online store to see current deals and stock levels for immediate dispatch.
Streamline Your Commissioning and Secure Technical Reliability
Executing a successful installation requires strict adherence to AS/NZS 3000 standards and a systematic approach to parameter entry. This powerflex drive setup guide emphasizes matching motor nameplate data exactly to the drive profile to prevent premature component failure. Engineers must also prioritize secure EtherNet/IP integration to ensure seamless PLC communication and maximum system uptime. InstroDirect provides the hardware and technical backing for these Australian projects. We aren’t locked into one brand; this independence allows us to offer unbiased technical solutions across Allen Bradley, Siemens, and Schneider. We hold genuine stock in Narangba to eliminate long lead times. You’ll SAVE OVER 40% FROM MANUFACTURE RRP on genuine drives and components. If you can’t find the specific part you need or require technical assistance during commissioning, ring us directly. Our team is here to help you get your plant back online without the traditional distribution markups. Get your project moving today with local support and significant cost savings.
Shop Genuine PowerFlex Drives and Save Over 40%
Frequently Asked Questions
How do I factory reset an Allen-Bradley PowerFlex drive?
Access Parameter P053 [Reset To Defalts] on the PowerFlex 520 series and set it to 1 to restore all factory settings. For PowerFlex 750 series units, you must change Parameter 165 [Factory Defaults] to 1. This process clears 100% of user-defined parameters and is essential when repurposing hardware. If the drive hardware is faulty after a reset, InstroDirect stocks a full range of replacements at prices far below manufacturer RRP.
What is the difference between PowerFlex 525 and PowerFlex 753 setup?
The main difference in this powerflex drive setup guide relates to power capacity and modularity. PowerFlex 525 drives are limited to 22kW and feature built-in EtherNet/IP, while PowerFlex 753 units support up to 270kW and use a modular slot system for I/O and communications. InstroDirect supplies both series, ensuring you aren’t locked into one brand if a Siemens or Schneider alternative fits your Australian site requirements better.
Do I need a line reactor for my PowerFlex installation in Australia?
You must install a line reactor if the supply transformer kVA is more than 10 times the drive kVA rating. Australian industrial grids often have high fault levels that cause 3% to 5% voltage imbalances, which can overheat DC bus capacitors. Using a reactor protects your investment and reduces harmonic distortion. IF YOU CANT FIND THE RIGHT REACTOR RING US WE ARE HERE TO HELP with technical selection.
Can I program a PowerFlex drive without the CCW software?
You don’t need Connected Components Workbench software because every drive features an integral HIM or a keypad for manual parameter entry. The PowerFlex 520 series also supports the MainsSight USB tool for configuration without mains power. For engineers who need to deploy multiple units quickly, InstroDirect provides these drives at the best prices to ensure your project stays under budget while maintaining high technical standards.
What are the most common fault codes on a PowerFlex 520 series?
Faults F004 (UnderVoltage) and F005 (OverVoltage) represent 65% of all reported issues on Australian job sites. F013 (Ground Fault) is also common and triggers when a phase-to-ground path exceeds 200% of the drive’s rated current. If your unit shows persistent hardware faults, it’s often cheaper to replace it. SAVE OVER 40% FROM MANUFACTURE RRP by purchasing your replacement drives directly from Instrodirect.com.au.
Is InstroDirect an authorised Rockwell distributor?
InstroDirect is not an authorised distributor in Australia; we operate as an independent parallel importer. This business model is a core benefit for our customers because we aren’t locked into one brand or restricted by local price fixing. We source genuine Rockwell, Siemens, and Schneider parts from global markets to ensure Australian engineers get lower pricing and faster access to the components they need.
How does parallel importing affect my drive warranty in Australia?
InstroDirect provides a 12-month replacement warranty that we manage directly, bypassing the long wait times of official manufacturer channels. This approach ensures you get a replacement unit in days rather than waiting 6 to 8 weeks for a factory repair. You save more money and reduce downtime by using our independent service. We focus on transactional efficiency and getting your machinery running without unnecessary delays.
What is the standard lead time for PowerFlex drives from InstroDirect?
In-stock PowerFlex drives ship within 24 hours from our Australian warehouses to ensure immediate delivery. For items sourced through our international network, the lead time is typically 7 to 10 business days. Cant find what your looking for, contact us directly at Instrodirect.com.au. We pride ourselves on being a no-nonsense supplier that provides the best prices and the fastest logistics for technical automation professionals.





Leave a Comment
Your email address will not be published. Required fields are marked *